- Nederlands, Belgique / België
- Česky, Česká republika
- Deutsch, Deutschland
- Español, España
- Português, Portugal
- English, Europe
- Français, France
- Italiano, Italia
- Magyar, Magyarország
- Nederlands, Nederland
- Deutsch, Österreich
- Polski, Polska
- Română, România
- Suisse / Schweiz / Svizzera
- Svenska, Sverige
- Suomeksi, Suomi
- Türkçe, Türkiye
- English, United Kingdom
- Slovenská, Slovak
-
 Worldwide
Worldwide

- Toate Produse evidențiate
- QuantuMike
- LEGEX Takumi
- Seria STRATO-Active
- Measurlink 10
- TAGLENS
- MCOSMOS 5
- Crysta Apex V
- Formtracer Avant
- MiSTAR 555
- Șublere
- Transmisii de date bluetooth
- QuickVision Pro
- Toate Produse după domeniul industrial
- Industria Aeronautică
- Medicală
- Auto
- Energie
- Prelucrări Mecanice
- Electronică
- Producători de echipamente originale (OEM)
- Studii de caz
- Toate Instrumente mici
- Șublere
- Micrometre & Capete micrometrice
- Instrumente de măsurare în interior
- Instrumente de măsurare a adâncimii
- Coloane de măsurat
- Comparatoare & Pupitasturi
- Instrumente auxiliare și diverse
- Instrumente de calibrare
- Cale plan paralele
- Toate CMM - Mașini de măsurat în coordonate 3D
- Mașini de măsurat in coordonate mici și mijlocii
- Mașini de măsurat în coordonate pe Linia de producție & Atelier
- Mașini de măsurat în coordonate mari
- Mese rotative - CMM
- Senzori
- Palpatori
- Sisteme de Fixare & Prindere
- Împrejmuiri - CMM
- CMM Software
- Toate Mașini de măsurat tip Vision
- Sisteme Vision Manuale 2D
- Sisteme Vision Manuale 3D
- Sisteme Vision 3D CNC
- Sisteme Vision 3D CNC Multi-sensor
- Sisteme Vision MiSCAN
- Sisteme Vision microgeometrie 3D CNC
- Software sisteme Vision
- Accesorii sisteme Vision
- Sisteme de prindere Vision
- Palpatori Sisteme Vision System
- Toate Optice
- Lupe
- Proiectoare de pofile
- Microscoape de măsurare
- Unități Microscop
- Obiective
- M2 pentru Microscoape de măsurare și Proiectoare de profile
- TAGLENS
- Dispozitive de măsurare optică
- Toate Duritate
- Testere portabile de duritate
- Testere de duritate combinate
- Testere de duritate Vickers
- Testere de duritate Vickers Automatic
- Testere de duritate Micro-Vickers
- Hardness Testing Software
- Materiale de referință și indentatori
- Toate Senzori
- Traductoare liniare
- Indicatori cu forță redusă
- Contoare și unități de afișare
- Micrometre cu fantă laser
- Surface Measure
- Software pentru managementul de senzori
- Micrometre & Capete micrometrice
- Micrometre Digitale & Mecanice
- Accessorii micrometre
- Capete Micrometrice
- Capete Micrometrice accesorii
- Instrumente de măsurare în interior
- Micrometre de interior
- Micrometre de alezaj
- Micrometre de interior & de alezaj accesorii
- Instrumente de măsurare a adâncimii
- Micrometre de adâncime
- Șublere de adâncime & comparatoare de adâncime
- Accessorii șublere de adâncime
- Coloane de măsurat
- Coloane de măsurat cu procesare date
- Coloane de măsurat
- Accesorii coloane de măsurat
- Comparatoare & Pupitasturi
- Comparatoare digitale
- Accesorii comparatoare
- Pupitasturi
- Comparatoare cu cadran
- Accesorii comparatoare cu cadran și pupitasturi
- Grosimetre & Dinamometru cu cadran
- Instrumente auxiliare și diverse
- Suporturi Comparatoare
- Menghine de precizie
- Mese și standuri de Granite
- Raportoare si Echere de 90⁰
- Lere, liniare drepte și muchii active
- Instrumente de calibrare
- Bloc etalon de înălțime - Height Master
- Bloc etalon - Check Masters
- Scule de Calibrare
- Cale plan paralele
- Seturi de cale plan paralele de oțel
- Cale plan paralele de oțel
- Seturi de cale plan paralele de ceramică
- Cale plan paralele de ceramică
- Cale plan paralele speciale
- Accesorii cale plan paralele
- Accesorii petnru cale plan paralel patrate
- Mașini de măsurat in coordonate mici și mijlocii
- Seria CRYSTA-Apex V - 500, 700, & 900
- Seria CRYSTA-Apex V - 1200, 1600 & 2000
- Seria CRYSTA-Apex EX Series cu cap REVO
- Seria STRATO-Active
- Seria STRATO-Apex - 500, 700, & 900
- Seria STRATO-Apex - 1600
- Seria LEGEX
- Mașini de măsurat în coordonate pe Linia de producție & Atelier
- MACH Ko-ga-me
- MACH 3A 653
- MACH V 9106
- MiSTAR 555
- Palpatori
- Kituri de palpatori
- Palpatori drepți
- Palpatori acoperite cu diamant
- Palpatori din diamant
- Master Ball - Bilă etalon
- Palpatori pentru mașini de prelucrat
- Palpatori tip stea
- Palpatori pentru palpatori tip stea
- Palpatori pentru suporturi de prindere
- Palpatori cilindrici
- Palpatori tip disc
- Palpatori cu vârf
- Extensii
- Suporturi - Holdere
- Adaptori
- Articulații
- Șuruburi pentru cuburi
- Scule
- StyliCleaner
- Sisteme de Fixare & Prindere
- Kit-uri de prindere - CMM
- Kit-uri Sisteme de recepție pentru paleți Eco-fix
- Software FixtureBuilder
- Seturi de extensie Eco-fix și Eco-fixplus
- Componente Eco-fix și Eco-fixplus
- Eco-fix șuruburi și scule
- Sisteme Vision 3D CNC
- Quick Vision ACTIVE
- Quick Vision APEX / HYPER
- Quick Vision ACCEL
- Quick Vision ULTRA
- Sisteme de prindere Vision
- Kituri de prindere pentru măsurători optice
- Componente Opti-fix
- Opti-fix Șuruburi și scule
- Palpatori Sisteme Vision System
- Palpatori drepți
- Extensii
- Palpatori tip stea
- Suporți palpatori
- Palpatori pentru configurarea palpator tip stea
- Palpatori pentru suport de prindere
- Adaptori
- Articulații
- Palpatori cilindrici
- Palpatori tip disc
- Palpatori cu vârf
- Șuruburi pentru cuburi
- Scule
- Kituri de palpatori
- Proiectoare de pofile
- Seria PJ
- Seria PV
- Seria PH
- Unitate de procesare date
- Accesorii
- Rigle gradate de precizie
- Microscoape de măsurare
- Seria TM Gen. B
- Seria MF Gen. D
- Seria MF-U Gen. D
- Surse de iluminare
- Unitate Vision
- QSPAK-VUE Software
- Camere pentru Microscoape
- Obiective
- Obiective seria ML
- Obiective de observare în câmp luminos
- Obiective de observare în câmp luminos/câmp întunecat
- Obiective NIR
- Obiective NIR LCD
- Obiective NUV
- Obiective NUV LCD
- Obiective UV
- Obiective UV LCD
- Dispozitive de măsurare optică
- Optical Measurement Fixturing Kits
- Opti-fix Components
- Opti-fix Screws and Tools
- Rugozitate
- Surftest SJ-210
- Surftest SJ-220
- Surftest SJ-310
- Surftest SJ-410
- Surftest SJ-500
- Surftest SV-2100
- Surftest SJ-500P
- Surftest SV-2100P
- Formtracer Avant FTA-S3000
- Surftest Extreme SV-3000CNC
- Surftest Extreme SV-M3000CNC
- Rugozitate & Contur
- Seria Formtracer Avant FTA-D3000 / FTA-D4000
- Formtracer CS-3300
- Formtracer Extreme SV-C4500CNC
- Formtracer Extreme SV-C4500CNC tip HYBRID 1
- Formtracer Extreme CS-5000CNC și CS-H5000CNC
- Testere portabile de duritate
- Tester al durității cu impact HARDMATIC HH-411
- Durometre digitale și analogice HARDMATIC HH-300
- Testere de duritate combinate
- Rockwell HR-200/300/400
- Rockwell, Rockwell Superficial, Brinell Hardness Tester HR-530 și HR-600
- Tester de duritate Rockwell Automatic HR-600
- Testere de duritate Vickers Automatic
- Sisteme automate de testare a durității Micro-Vickers
- Sisteme automate de testare a durității Vickers
- Materiale de referință și indentatori
- Etaloane de duritate
- Indentatoare de duritate și bile de schimb
- Traductoare liniare
- Traductor liniar ABSOLUTE Digimatic Seria LGS
- Unitatea de aer comprimat
- Traductoare liniare seria LG100
- Traductoare liniare seria LG200
- Traductoare Laser Hologauge
- Contoare și unități de afișare
- Contor EJ și interfețe pentru traductoare liniare
- Contor EC pentru traductoare liniare
- Contor EG pentru traductoare liniare
- Contor EH Counter pentru traductoare liniare
- Contor EV Counter pentru traductoare liniare
- Unitate de afișare pentru contor EV
- Micrometre cu fantă laser
- Unitate de măsurare Micrometre cu fantă laser
- Unitatea de control Micrometre cu fantă laser
- Interfețe pentru micrometre cu fantă laser
- Accesorii opționale Micrometre cu fantă laser
- Scale liniare DRO și contoare
- Scale liniare DRO AT103
- Scale liniare DRO AT103 - de precizie
- Scale liniare DRO AT113
- Scale liniare DRO AT113 - de precizie
- Scale liniare DRO ABS AT715
- Contor Universal DRO KA-200
- Scale liniare NC
- Scale Liniare NC ST36
- Scale Liniare NC ST46-EZA
- Scale Liniare NC ABS ST700
- Scale Liniare NC ABS ST1300
- Scale Liniare NC AT211
- Scale Liniare NC ABS AT1100
- Scale Liniare NC ABS AT1300
- Unități scale liniare
- Scală Horizontal ABSOLUTE cu protecție IP66
- Scală Horizontal ABSOLUTE Standard
- Scală Horizontal ABSOLUTE Scale Measurement cu comutarea de direcție
- Scală Horizontal ABSOLUTE cu funcția diametru
- Scală liniară Vertical ABSOLUTE Standard
- Scală liniară Vertical ABSOLUTE cu comutare direcție de măsurare
- Scală liniară Vertical ABSOLUTE cu funcția diametru
- Cabluri de transmitere date
- USB Input Tool Direct (Cablu Digimatic-USB)
- Cabluri de date Digimatic
- Extensii cabluri Digimatic
- Communicații fără fir - Wireless
- Sisteme de comunicații fără fir Wireless U-WAVE
- U-WAVE Bluetooth
- Cabluri de date U-WAVE-T și unități de contact
 Aeronautică
Aeronautică
Aplicațiile aeronautice complexe necesită un control al calității rapid și extrem de precis pentru a asigura ansambluri precise. Vezi cum face Mitutoyo ca acest lucru să se întâmple
 Auto
Auto
Industria auto continuă să inoveze, iar Mitutoyo oferă capabilități avansate de inspecție și scanare pentru a ajuta producătorii să realizeze o producție continuă
 Energie
Energie
Soluțiile de măsurare și analiză de la Mitutoyo sunt concepute pentru a ajuta furnizorii de energie să îmbunătățească fiabilitatea și să mărească durata de funcționare a echipamentului.
 Medicală
Medicală
Pentru a proteja sănătatea pacientului, aplicațiile medicale necesită o precizie excepțională. Vedeți cum soluțiile testate de la Mitutoyo vă pot ajuta să obțineți acest lucru.
 Prelucrări mecanice
Prelucrări mecanice
Asigurați o repetabilitate ridicată și un control riguros al calității cu soluții de măsurare a formei, mașini de măsurare în coordonate și instrumente de măsurare de precizie de la Mitutoyo.
 Electronică
Electronică
Soluțiile de măsurare non contact și tip Vision de la Mitutoyo aduc precizie microscopică componentelor electronice mai mici și mai dense
 Producătorii de echipmente originale (OEM)
Producătorii de echipmente originale (OEM)
Mitutoyo OEM poate aborda expertiza sau resursele lipsă furnizându-vă echipamentele noastre renumite de metrologie care se integrează perfect în produsele dumneavoastră.
 Studii de caz
Studii de caz
Pentru o privire de ansamblu asupra capabilităților lui Mitutoyo, nu exista un loc mai bun în care să căutați decât minunata noastră colecție de studii de caz.
 Mitutoyo Japan Desk
Mitutoyo Japan Desk
Prima oprire pentru companiile japoneze care operează în Europa
 Produse personalizate
Produse personalizate
Produse personalizate pentru aplicații unice
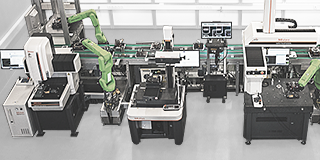 Integrarea producției automatizate
Integrarea producției automatizate
Transformă-ți fabrica într-o fabrică inteligentă cu ajutorul Mitutoyo
 Integratorii Mitutoyo
Integratorii Mitutoyo
Integrarea dispozitivelor dumneavoastră de măsurare în procesele existente devine ușoară
 Reparații & Piese de schimb
Reparații & Piese de schimb
Piese de schimb și reparații pentru dispozitive Mitutoyo
 Etalonare
Etalonare
Obțineți dispozitivele de măsurare calibrate de la un laborator în care aveți încredere
 Servicii pe teren
Servicii pe teren
Service la fața locului pentru aparatele dumneavoastră preferate de măsurare și testare
 Servicii de Măsurare
Servicii de Măsurare
Măsurați piesele și piesele dvs. de oriunde în Europa
 Demonstrații Produse
Demonstrații Produse
Online sau offline, obțineți o demonstrație a produsului astăzi
 Suport IT
Suport IT
Instalare și integrare perfectă și fără probleme în infrastructura dvs. IT.
 Soluții pentru Fabrica Inteligentă
Soluții pentru Fabrica Inteligentă
Transformă-ți fabrica într-o fabrică inteligentă cu ajutorul Mitutoyo

 Pachetul educațional
Pachetul educațional
Perfect pentru atelier sau sala de clasă, nu există un ajutor mai mare decât afișele sau materialul educațional de la Mitutoyo
 E-Learning
E-Learning
Pentru cei interesați de metrologie, Mitutoyo oferă cursuri de e-Learning pentru a ajuta la pregătirea studenților, personalului sau chiar pasionaților
 Online Material
Online Material
If you're looking for a quick way to learn more about measurement, check out our many instructional videos.
 Descoperiți Mitutoyo
Descoperiți Mitutoyo
Cea mai mare companie de metrologie din lume
 Cariere
Cariere
Află mai multe despre cum te simți să lucrezi la Mitutoyo și următorii pași pentru a-ți începe cariera aici
 Merchandising
Merchandising
The popular destination for high-quality Mitutoyo apparel and more!
 Presă
Presă
Consultați cele mai recente știri, actualizări și resurse
 Evenimente
Evenimente
Rămâneți la curent cu evenimentele noastre din toată Europa și vedeți aici și noutățile de la Mitutoyo
 Promoții speciale
Promoții speciale
Verifică și vezi care dintre produsele tale preferate au reducere luna aceasta
 Software
Software
Descărcați software-ul și actualizările noastre simplu și ușor
 Declarații de conformitate
Declarații de conformitate
Aici puteți descărca versiunile complete pentru UE și Marea Britanie
 Postere Gratuite
Postere Gratuite
Descărcați gratuit postere oficiale Mitutoyo aici
 Materiale de comunicare a brandului Mitutoyo
Materiale de comunicare a brandului Mitutoyo
Resurse pentru personalul Mitutoyo și furnizorii externi
-
Produse
- Înapoi Produse
- Produse
- Produse evidențiate
- Produse după domeniul industrial
-
Instrumente mici
- Înapoi Instrumente mici Toate Instrumente mici
- Șublere
-
Micrometre & Capete micrometrice
- Înapoi Micrometre & Capete micrometrice Micrometre & Capete micrometrice
- Micrometre Digitale & Mecanice
- Accessorii micrometre
- Capete Micrometrice
- Capete Micrometrice accesorii
-
Instrumente de măsurare în interior
- Înapoi Instrumente de măsurare în interior Instrumente de măsurare în interior
- Micrometre de interior
- Micrometre de alezaj
- Micrometre de interior & de alezaj accesorii
-
Instrumente de măsurare a adâncimii
- Înapoi Instrumente de măsurare a adâncimii Instrumente de măsurare a adâncimii
- Micrometre de adâncime
- Șublere de adâncime & comparatoare de adâncime
- Accessorii șublere de adâncime
- Coloane de măsurat
- Comparatoare & Pupitasturi
- Instrumente auxiliare și diverse
-
Instrumente de calibrare
- Înapoi Instrumente de calibrare Instrumente de calibrare
- Bloc etalon de înălțime - Height Master
- Bloc etalon - Check Masters
- Scule de Calibrare
- Cale plan paralele
-
CMM - Mașini de măsurat în coordonate 3D
- Înapoi CMM - Mașini de măsurat în coordonate 3D Toate CMM - Mașini de măsurat în coordonate 3D
-
Mașini de măsurat in coordonate mici și mijlocii
- Înapoi Mașini de măsurat in coordonate mici și mijlocii Mașini de măsurat in coordonate mici și mijlocii
- Seria CRYSTA-Apex V - 500, 700, & 900
- Seria CRYSTA-Apex V - 1200, 1600 & 2000
- Seria CRYSTA-Apex EX Series cu cap REVO
- Seria STRATO-Active
- Seria STRATO-Apex - 500, 700, & 900
- Seria STRATO-Apex - 1600
- Seria LEGEX
-
Mașini de măsurat în coordonate pe Linia de producție & Atelier
- Înapoi Mașini de măsurat în coordonate pe Linia de producție & Atelier Mașini de măsurat în coordonate pe Linia de producție & Atelier
- MACH Ko-ga-me
- MACH 3A 653
- MACH V 9106
- MiSTAR 555
-
Mașini de măsurat în coordonate mari
- Înapoi Mașini de măsurat în coordonate mari Mașini de măsurat în coordonate mari
- STRATO Apex G
- Seria - CARB
-
Mese rotative - CMM
- Înapoi Mese rotative - CMM Mese rotative - CMM
- Masa rotativă MRT240
- Masa rotativă MRT320
- Senzori
-
Palpatori
- Înapoi Palpatori Palpatori
- Kituri de palpatori
- Palpatori drepți
- Palpatori acoperite cu diamant
- Palpatori din diamant
- Master Ball - Bilă etalon
- Palpatori pentru mașini de prelucrat
- Palpatori tip stea
- Palpatori pentru palpatori tip stea
- Palpatori pentru suporturi de prindere
- Palpatori cilindrici
- Palpatori tip disc
- Palpatori cu vârf
- Extensii
- Suporturi - Holdere
- Adaptori
- Articulații
- Șuruburi pentru cuburi
- Scule
- StyliCleaner
- Sisteme de Fixare & Prindere
-
Împrejmuiri - CMM
- Înapoi Împrejmuiri - CMM Împrejmuiri - CMM
- Împrejmuiri - CMM
-
CMM Software
- Înapoi CMM Software CMM Software
- MiCAT Planner
- MCOSMOS
- MAFIS Express
- MSURF
-
Mașini de măsurat tip Vision
- Înapoi Mașini de măsurat tip Vision Toate Mașini de măsurat tip Vision
-
Sisteme Vision Manuale 2D
- Înapoi Sisteme Vision Manuale 2D Sisteme Vision Manuale 2D
- Quick Image
- Quick Image Software
-
Sisteme Vision Manuale 3D
- Înapoi Sisteme Vision Manuale 3D Sisteme Vision Manuale 3D
- Manual Quick Scope
- Quick Scope Software
-
Sisteme Vision 3D CNC
- Înapoi Sisteme Vision 3D CNC Sisteme Vision 3D CNC
- Quick Vision ACTIVE
- Quick Vision APEX / HYPER
- Quick Vision ACCEL
- Quick Vision ULTRA
-
Sisteme Vision 3D CNC Multi-sensor
- Înapoi Sisteme Vision 3D CNC Multi-sensor Sisteme Vision 3D CNC Multi-sensor
- Quick Vision Hybrid
- Quick Vision WLI
-
Sisteme Vision MiSCAN
- Înapoi Sisteme Vision MiSCAN Sisteme Vision MiSCAN
- MiSCAN APEX 404
- MiSCAN HYPER 302
- MiSCAN HYPER 404
-
Sisteme Vision microgeometrie 3D CNC
- Înapoi Sisteme Vision microgeometrie 3D CNC Sisteme Vision microgeometrie 3D CNC
- Sistem Vision UMAP
- UMAP Software
-
Software sisteme Vision
- Înapoi Software sisteme Vision Software sisteme Vision
- QVPAK
- QSPAK
- QIPAK
- Accesorii sisteme Vision
-
Sisteme de prindere Vision
- Înapoi Sisteme de prindere Vision Sisteme de prindere Vision
- Kituri de prindere pentru măsurători optice
- Componente Opti-fix
- Opti-fix Șuruburi și scule
-
Palpatori Sisteme Vision System
- Înapoi Palpatori Sisteme Vision System Palpatori Sisteme Vision System
- Palpatori drepți
- Extensii
- Palpatori tip stea
- Suporți palpatori
- Palpatori pentru configurarea palpator tip stea
- Palpatori pentru suport de prindere
- Adaptori
- Articulații
- Palpatori cilindrici
- Palpatori tip disc
- Palpatori cu vârf
- Șuruburi pentru cuburi
- Scule
- Kituri de palpatori
-
Optice
- Înapoi Optice Toate Optice
- Lupe
-
Proiectoare de pofile
- Înapoi Proiectoare de pofile Proiectoare de pofile
- Seria PJ
- Seria PV
- Seria PH
- Unitate de procesare date
- Accesorii
- Rigle gradate de precizie
- Microscoape de măsurare
-
Unități Microscop
- Înapoi Unități Microscop Unități Microscop
- Unități Microscop seria FS70
- Unitate Video Microscop Seria VMU
- Obiective
- M2 pentru Microscoape de măsurare și Proiectoare de profile
- TAGLENS
-
Dispozitive de măsurare optică
- Înapoi Dispozitive de măsurare optică Dispozitive de măsurare optică
- Optical Measurement Fixturing Kits
- Opti-fix Components
- Opti-fix Screws and Tools
-
Formă
- Înapoi Formă Toate Formă
- Rugozitate
- Contur
- Rugozitate & Contur
-
Formă
- Înapoi Formă Formă
- Roundtest
- Roundtracer
-
Software FMI
- Înapoi Software FMI Software FMI
- Formtracepak
- Roundpak
-
Duritate
- Înapoi Duritate Toate Duritate
-
Testere portabile de duritate
- Înapoi Testere portabile de duritate Testere portabile de duritate
- Tester al durității cu impact HARDMATIC HH-411
- Durometre digitale și analogice HARDMATIC HH-300
- Testere de duritate combinate
-
Testere de duritate Vickers
- Înapoi Testere de duritate Vickers Testere de duritate Vickers
- Testere de duritate Vickers HV-110/120
-
Testere de duritate Vickers Automatic
- Înapoi Testere de duritate Vickers Automatic Testere de duritate Vickers Automatic
- Sisteme automate de testare a durității Micro-Vickers
- Sisteme automate de testare a durității Vickers
-
Testere de duritate Micro-Vickers
- Înapoi Testere de duritate Micro-Vickers Testere de duritate Micro-Vickers
- Testere de duritate Micro-Vickers HM-210/220
-
Hardness Testing Software
- Înapoi Hardness Testing Software Hardness Testing Software
- AVPAK
-
Materiale de referință și indentatori
- Înapoi Materiale de referință și indentatori Materiale de referință și indentatori
- Etaloane de duritate
- Indentatoare de duritate și bile de schimb
-
Senzori
- Înapoi Senzori Toate Senzori
- Traductoare liniare
-
Indicatori cu forță redusă
- Înapoi Indicatori cu forță redusă Indicatori cu forță redusă
- LITEMATIC VL-50 comparator motorizat cu forță redusă, de precizie
-
Contoare și unități de afișare
- Înapoi Contoare și unități de afișare Contoare și unități de afișare
- Contor EJ și interfețe pentru traductoare liniare
- Contor EC pentru traductoare liniare
- Contor EG pentru traductoare liniare
- Contor EH Counter pentru traductoare liniare
- Contor EV Counter pentru traductoare liniare
- Unitate de afișare pentru contor EV
- Micrometre cu fantă laser
-
Surface Measure
- Înapoi Surface Measure Surface Measure
- Surface Measure 1008S
- Surface Measure 0303S
- Accesorii
- Software pentru managementul de senzori
-
Scale liniare Digitale
- Înapoi Scale liniare Digitale Toate Scale liniare Digitale
- Scale liniare DRO și contoare
- Scale liniare NC
-
Unități scale liniare
- Înapoi Unități scale liniare Unități scale liniare
- Scală Horizontal ABSOLUTE cu protecție IP66
- Scală Horizontal ABSOLUTE Standard
- Scală Horizontal ABSOLUTE Scale Measurement cu comutarea de direcție
- Scală Horizontal ABSOLUTE cu funcția diametru
- Scală liniară Vertical ABSOLUTE Standard
- Scală liniară Vertical ABSOLUTE cu comutare direcție de măsurare
- Scală liniară Vertical ABSOLUTE cu funcția diametru
-
Gestiunea datelor
- Înapoi Gestiunea datelor Toate Gestiunea datelor
-
Software managementul datelor
- Înapoi Software managementul datelor Software managementul datelor
- MeasurLink 10
- USB-ITPAK
-
Procesoare digitale Mini
- Înapoi Procesoare digitale Mini Procesoare digitale Mini
- Procesor Digimatic Mini DP-1VA LOGGER
-
Cabluri de transmitere date
- Înapoi Cabluri de transmitere date Cabluri de transmitere date
- USB Input Tool Direct (Cablu Digimatic-USB)
- Cabluri de date Digimatic
- Extensii cabluri Digimatic
-
Communicații fără fir - Wireless
- Înapoi Communicații fără fir - Wireless Communicații fără fir - Wireless
- Sisteme de comunicații fără fir Wireless U-WAVE
- U-WAVE Bluetooth
- Cabluri de date U-WAVE-T și unități de contact
- Interfețe
-
Timerbox, Casetă Digimatic comutare
- Înapoi Timerbox, Casetă Digimatic comutare Timerbox, Casetă Digimatic comutare
- Digimatic Timerbox
- Casetă Digimatic comutare
-
Software
- Înapoi Software Toate Software
-
Software - mașini de măsurat in coordonate 3D
- Înapoi Software - mașini de măsurat in coordonate 3D Software - mașini de măsurat in coordonate 3D
- MiCAT Planner
- MCOSMOS
- MAFIS-Express
- MSURF
-
Software sisteme Vision
- Înapoi Software sisteme Vision Software sisteme Vision
- QVPAK
- QSPAK
- QIPAK
-
Software FMI
- Înapoi Software FMI Software FMI
- Formtracepak
- Roundpak
- Software evaluare Duritate
- Software senzori
-
Software Gestiunea Datelor
- Înapoi Software Gestiunea Datelor Software Gestiunea Datelor
- Measurlink 10
- USB-ITPAK
- Sisteme de tomografie computerizată
- Industrie
-
Servicii
- Înapoi Servicii
- Servicii
- Mitutoyo Japan Desk
- Produse personalizate
- Integrarea producției automatizate
- Integratorii Mitutoyo
- Reparații & Piese de schimb
- Etalonare
- Servicii pe teren
- Servicii de Măsurare
- Demonstrații Produse
- Suport IT
-
Soluții pentru Fabrica Inteligentă
- Înapoi Soluții pentru Fabrica Inteligentă
- Soluții pentru Fabrica Inteligentă
-
Cursuri de metrologie și despre produse
- Înapoi Cursuri de metrologie și despre produse
- Cursuri de metrologie și despre produse
- Educație
- Despre noi
-
Noutăți
- Înapoi Noutăți
- Noutăți
- Presă
-
Evenimente
- Înapoi Evenimente
- Evenimente
-
Promoții speciale
- Înapoi Promoții speciale
- Promoții speciale
- Promoție MiSTAR - PH 20 la pachet
- Descărcări



Fancier workpieces have rarely been measured by a coordinate measuring machine: Two Austrian students have been checking, as part of a student research project, the carving of GS (Giant Slalom) racing skis with a Mitutoyo Crysta-Apex S.


Their passion for the project is easy to see in Mario Lazzeri and Johannes Brunner, because the two Austrian students have devised a more than exotic theme for their student research project. They measure GS racing skis. Their goal is to find out whether the relatively simple method of measurement of the international ski federation, FIS, is feasible and provides realistic results, or not. To be exact, this has to do with the carving of the skis, i.e. the concavity of the ski edges. Modern “planks” are namely wider at the leading and trailing ends than in the middle. This special “carved” form facilitates and speeds up cornering - for both hobby skiers as well as for World Cup Professionals.
The FIS regulations stipulate an average radius of curve of at least 35 meters in the giant slalom. Although tighter radii comply with the dynamics they do, however, pose an increased risk of injury to the skier. Furthermore, the skis must be at least 1.95 meters long. The skis are measured in the developed length by the FIS with a steel measuring tape, the zero point of which is attached to the end of the ski.
The length of the ski is then measured from the narrowest point of the ski to the leading and trailing ends. In order that the entire ski waist radius is not distorted by the different geometries of the ski tails and ski tips, the rear ski width is measured for 90% of the rear ski length and the leading ski width for 80% of the front ski length. In order to determine the sidecut the width of the ski is measured – at predetermined points – using a movable device with a built-in sliding caliper. Using an integrated magnifying glass with a marking line, the measurement position can be read from the measuring tape. From this, the mean radius of the sidecut is calculated.
If the sidecut radius is found to be under the permitted limit after a single measurement, the measurement and calculation has to be repeated twice. From the thus determined three sidecut radii the arithmetic mean, XR, is generated. To allow for measurement errors in the length and the width the sidecut radius is defined as 1.015 XR. This corresponds to an average measurement error of 1.5%. 1.015 XR must be greater than or equal to the applicable radius limitation.

"Measuring with a caliper at different positions has enormous potential for error," said Lazzeri. "We want to know if the results are useful and reliable or not," says the trained machinist. Thus was born the idea for the student research project for the seminar "Problem Analysis in Biomechanics" at the Institute of Sports Sciences at the University of Innsbruck in Univ.-Prof. Mag. Dr. Werner Nachbauer.
The issue is dynamite, because a supposedly too small a radius may result in a disqualification by the FIS – and can result in a tremendous setback both sportswise and financially for the athlete and his team.

Since Lazzeri had worked half his life with Mitutoyo manual measurement tools, the 31-year-old knew that the Japanese are the benchmark worldwide in terms of dimensional metrology. A phone call was enough: Mitutoyo Austria was in on the party and supported the project with help and advice. The skis were measured in the Mitutoyo branch at Eisenach. Together with Mitutoyo engineer, Friedrich Schinko, the skis were harnessed to a coordinate measuring machine of the type Mitutoyo Crysta-Apex S 9168 with a tactile scanning probe SP25. To fix the skis on the granite working table of the Crysta the Austrians had specially converted a mount for ski bindings, similar to that used by the service staff to grind the steel edges.
After a pre-probing from above for each measuring point, the Crysta-Apex S executed the edge point measurement with a travel speed of 520 mm/s and a digital step of 0.1 microns, with a cylindrical stylus tip of four millimeters diameter. With the extremely powerful Mitutoyo CMM software MCOSMOS, Lazzeri, Brunner and Schinko collected and analysed the data, because MCOSMOS is ideal for this purpose with the universal geometry measurement program GEOPAK with macros for the automatic measurement of all control geometries and the 2D evaluation module SCANPAK.
The software depicted graphically every single one of the probe starting points together with all the relevant data. From all the individual data delivered by the Crysta-Apex S it was not only the overall radius of the ski that could be reliably calculated, but also the pretension of the ski, the tip radius, any form deviations of the overall radius and individual radii from at least 3 points in each case.
After two days of testing and a meticulous data analysis, the verdict of the students was made. With regard to the carving there are serious differences between the different racing skis. Within the limitations of the regulations every manufacturer is obviously trying, with his own design, to optimise the dynamic behavior of his skis. The FIS method of using calipers showed, with respect to a calculated average sidecut radius, no significant deviation from the measurement with the Mitutoyo Crysta-Apex S and thus serves its purpose. Statements about sidecut development cannot, however, thus be met. For this, measurement by coordinate metrology would be indispensable.